




According to Grand View Research, the global industrial lubricants market was valued at over USD 66 billion in 2023, underscoring how critical reliable grease transfer and lubrication equipment has become for heavy industry, fleet maintenance, mining, agriculture, and mobile hydraulics. For buyers researching a hydraulic grease pump, model-specific searches such as alemite 8700, service manuals, parts, and replacement options usually signal a practical need: keep assets lubricated, reduce downtime, and source dependable equipment fast. While competitor product pages often focus only on brand and model identification, B2B buyers increasingly need broader technical guidance, service expectations, standards compliance, and sourcing flexibility before making a purchase decision.
Industry Context: Why Hydraulic Grease Pump Demand Continues to Grow
The market for grease handling equipment sits at the intersection of industrial maintenance, reliability engineering, and fluid power systems. A hydraulic grease pump is commonly used to transfer grease from bulk containers to lubrication points or distribution systems, especially where compressed air is unavailable or hydraulic power is already present. In sectors like construction equipment, agricultural machinery, ports, mining, transportation fleets, and manufacturing plants, grease delivery performance directly affects bearing life, pin-and-bushing wear, uptime, and maintenance cost.
According to Markets and Markets, the global lubrication systems market is projected to grow at a CAGR of more than 4% through the forecast period, driven by automation, predictive maintenance adoption, and increasing machine utilization. According to Statista, global construction equipment sales and usage trends continue to show strong replacement and maintenance demand, which indirectly supports demand for grease pumps, hydraulic service tools, and lubrication accessories. This means users searching for terms like Hydraulic Grease Pump Model 8700 Alemite manual are often not just looking for a PDF—they are looking for continuity of service, spare parts availability, and compatible alternatives.
That is where supplier depth matters. Rather than relying only on a catalog-style product listing, industrial buyers benefit from evaluating supplier capabilities such as quality systems, engineering support, custom configuration, lead time, and minimum order flexibility. POOCCA supports this need through factory-direct supply, custom hydraulic solutions, flexible MOQ options, and an ISO 9001-oriented manufacturing approach that aligns with B2B procurement expectations. For distributors, OEMs, and maintenance teams, these factors can be just as important as model familiarity.
According to IBISWorld, industrial machinery and equipment wholesalers in many global markets increasingly compete on availability, service responsiveness, and technical support rather than only on unit price. In practice, that means buyers comparing an alemite 8700 style product against alternatives should also compare seal material options, inlet/outlet configuration, pressure handling, duty cycle, serviceability, and compatibility with hydraulic circuits. According to NFPA, fluid power remains foundational to mobile and industrial machinery because of its high power density and controllability, which explains why hydraulically powered grease transfer devices continue to be relevant in demanding field environments.
For organizations seeking a dependable hydraulic grease pump supplier, POOCCA offers a practical advantage: direct communication with the factory, customization support, and sourcing assistance for pumps, valves, motors, and hydraulic cylinders within one broader hydraulic ecosystem. That broader capability is valuable when lubrication equipment is being integrated into a complete machine service system rather than purchased as a standalone item.

Technical Deep Dive: How a Hydraulic Grease Pump Works and What Buyers Should Check
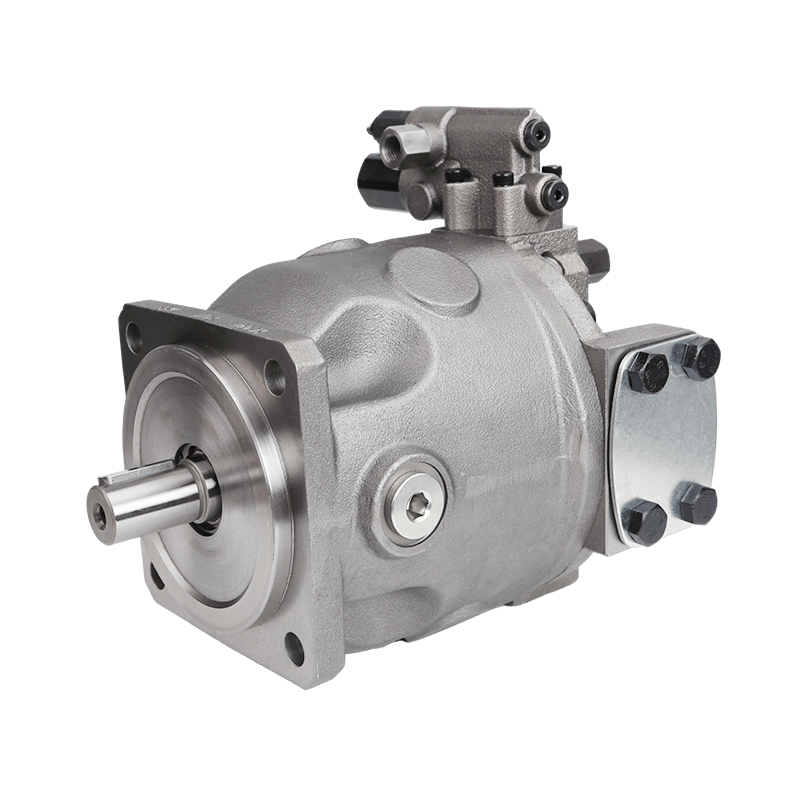
A hydraulic grease pump converts hydraulic input energy into the force required to move grease from a reservoir or drum toward a dispensing point, manifold, hose assembly, or centralized lubrication system. In simple terms, pressurized hydraulic fluid acts on an internal pumping mechanism—often involving reciprocating components, pressure chambers, and check valves—to create grease flow. The result is controlled grease delivery even when the lubricant has high viscosity or when long line runs create resistance.
As Eric Lanke, President and CEO of the National Fluid Power Association, states: “Fluid power technologies deliver unmatched power density and controllability in demanding industrial and mobile applications.” That observation helps explain why hydraulic-driven grease pumps remain useful in rugged field service applications where electrical or pneumatic power may be less convenient.
When buyers evaluate a hydraulic grease pump, four core technical factors matter most: pressure, flow, media compatibility, and system integration. Grease pumps may operate within hydraulic system pressure ranges measured in PSI, while grease output performance may also be discussed relative to discharge pressure and delivery rate. In broader hydraulic system design, associated fluid circuits may involve flow values in GPM, especially when matching pump demand to available hydraulic power from a machine or service unit. If a grease pump is fed from a host hydraulic circuit, engineers should confirm that the available pressure and flow do not exceed equipment ratings and that relief, filtration, and return conditions are appropriate.
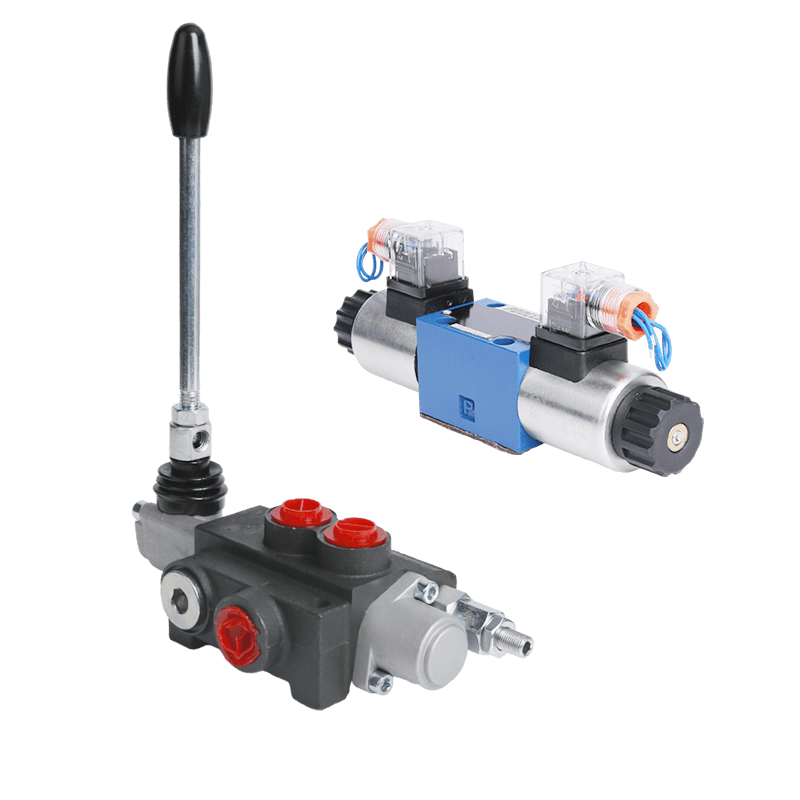
According to SAE International technical guidance on fluid power system design, correct component matching is essential for performance, safety, and service life. In practical terms, that means the pump itself is only one part of the equation. Buyers should also assess hydraulic pumps, directional and pressure control valves, hydraulic motors where applicable, hose ratings, fittings, filtration, and any connected hydraulic cylinders or actuators sharing the same circuit. Poorly matched components can cause pressure spikes, seal wear, inconsistent grease output, or premature failure.
According to ISO 4413 principles for hydraulic fluid power system safety, designers should account for pressure limitation, contamination control, leakage prevention, and safe maintenance access. For grease transfer systems, contamination control is especially important because dirt ingress can compromise both the grease pump and the lubricated asset. According to a commonly cited maintenance rule across industrial reliability programs, contamination and poor lubrication practices are among the leading causes of premature bearing failure.
As a technical sourcing partner, POOCCA can support buyers who need more than a single catalog item. This is especially relevant when replacing or cross-referencing a known model such as Alemite 8700 but also needing compatible hydraulic pumps, valves, motors, or custom port arrangements. Factory-direct coordination helps reduce uncertainty around thread standards, pressure classes, mounting dimensions, and media compatibility.
According to Markets and Markets, predictive maintenance technologies are expanding at a CAGR above 25% in some industrial segments, which is encouraging more facilities to standardize lubrication performance and document service intervals. For grease pump users, this means serviceability is now a buying criterion. Questions worth asking include: Are repair kits available? Are common wear parts easy to replace? Can the unit be disassembled in the field? Is there documentation for troubleshooting output loss, cavitation, seal leakage, or pressure decay?
As Thomas H. Netzel, former technical contributor in fluid power education circles, states: “Hydraulic systems are only as reliable as their cleanliness, component compatibility, and maintenance discipline.” That quote applies directly to grease pumping systems, where many failures blamed on the pump actually originate in contaminated lubricant, blocked lines, incompatible seals, or poor pressure control.
In short, if you are comparing an alemite 8700 style unit with other hydraulic pumps for grease delivery, the best approach is to evaluate total system fit—not just the product name.
Industry Standards and Compliance: What Matters for Hydraulic Grease Pump Procurement
Industrial buyers increasingly expect lubrication and hydraulic equipment to align with recognized manufacturing and quality standards. While a product page may only identify a model and brand, procurement teams, OEM engineers, and maintenance managers usually need documentation that supports safety, consistency, and global market access.
The first benchmark is ISO 9001, the widely recognized quality management system standard. ISO 9001 does not certify product performance directly, but it demonstrates that a manufacturer has structured processes for quality control, corrective action, documentation, and continuous improvement. For B2B buyers of a hydraulic grease pump, ISO 9001 alignment is relevant because lubrication equipment often operates in maintenance-critical environments where repeatability and traceability matter. POOCCA’s manufacturing approach is aligned with these expectations, which can provide confidence for OEM and distributor purchasing teams.
Next is CE marking, which may be necessary when products are sold into applicable European markets or integrated into machinery requiring conformity documentation. CE marking signals that the equipment meets relevant EU directives and essential requirements where applicable. Buyers should verify whether the specific grease pump itself requires CE marking as a standalone item or whether compliance is addressed at the machine or system level.
SAE International standards also play a key role, especially for mobile hydraulic systems, hose assemblies, connectors, and performance terminology. If a grease pump is installed on off-highway equipment, fleet service rigs, or mobile maintenance units, matching SAE-related connection, thread, and hydraulic performance expectations can simplify integration and reduce the chance of leakage or misconnection.
NFPA guidance is equally important in the broader fluid power ecosystem. According to NFPA, standardized approaches to hydraulic system design improve safety, troubleshooting efficiency, and component interoperability. For users buying replacement components around an existing grease pump setup, this has real value: a standard-compliant hydraulic circuit is easier to maintain and less risky to modify.
Where oil and gas, energy, or process industries are concerned, buyers may also review applicable API standards for related fluid handling environments, material expectations, or broader system integration requirements. Even when a grease pump is not itself API-certified, procurement teams often prefer suppliers who understand API-driven documentation culture and industrial quality expectations.
According to ISO, formalized quality and process standards help organizations improve consistency, reduce waste, and increase customer confidence. According to Statista, manufacturers continue investing heavily in quality assurance and production digitalization as part of supply chain resilience strategies. This reinforces a simple procurement principle: standards are not just paperwork; they are risk management tools.
For buyers searching Hydraulic grease pump model 8700 alemite parts or service alternatives, standards knowledge becomes especially useful when the original brand page lacks detailed technical data. Confirming pressure rating, seal compatibility, mounting style, and port details against ISO, SAE, NFPA, and application-specific compliance expectations can prevent costly mismatches.
Implementation Guide: Selection, Service, and Replacement Strategy for Hydraulic Grease Pumps
Implementing a grease pumping solution starts with the application, not the brand name. Whether you are replacing an existing alemite 8700 unit, building a field lubrication cart, or specifying a new service system, use a five-step approach.
1. Define the grease and operating environment. Grease consistency, ambient temperature, line length, and contamination risk all influence pump choice. Heavier grease and colder temperatures often require higher force and careful seal selection. According to NFPA industry guidance, operating environment and duty conditions significantly affect fluid power component life and maintenance frequency.
2. Verify hydraulic power input. Measure available system pressure in PSI and flow in GPM. Confirm whether the host machine or service rig has stable hydraulic supply capacity. A pump that is technically compatible on paper may still underperform if the source circuit is unstable or pressure-limited.
3. Map the full flow path. Review suction conditions, follower plates if used, hoses, couplers, delivery valves, and end-use lubrication points. Even the best pump cannot compensate for blocked lines or undersized fittings. According to SAE International, pressure losses across fittings and hoses should be considered as part of total system performance, not as an afterthought.
4. Plan service access and spare parts. Searches for Hydraulic grease pump model 8700 alemite manual pdf often happen only after a failure. Build a proactive spare parts plan instead. Keep seal kits, check valves, connectors, and critical wear components on hand if uptime matters.
5. Choose a supplier that can support adaptation. If an exact legacy model is difficult to source, work with a manufacturer that can offer dimensional matching, pressure verification, custom ports, or system-level hydraulic support. This is one reason many B2B buyers work with POOCCA—the combination of factory-direct pricing, flexible MOQ, custom engineering coordination, and a product scope that extends beyond one pump category can simplify sourcing.
According to IBISWorld, industrial buyers increasingly prioritize vendor responsiveness and fulfillment reliability as part of total procurement value. According to Grand View Research, the global hydraulic equipment market continues to benefit from infrastructure investment and industrial mechanization, increasing the need for maintainable support equipment including grease handling systems. According to Markets and Markets, downtime reduction remains one of the most important ROI drivers behind maintenance technology and service equipment investment.
A practical example: if a fleet service operator needs a replacement for a legacy hydraulic grease pump, the correct process is to compare hydraulic input rating, grease output pressure, connection standards, mounting footprint, and service kit availability. If the original product listing does not provide enough detail, a technical supplier can often reverse-map the requirement from application photos, circuit data, and hose dimensions. That approach is far more effective than relying only on a product name.
Future Outlook: Smart Maintenance, Better Sourcing, and the Next Generation of Hydraulic Grease Pumps
The future of the hydraulic grease pump market will be shaped by maintenance digitization, stronger reliability programs, and more integrated sourcing. Instead of buying lubrication devices as isolated accessories, more companies now assess them within a broader fluid power and asset management strategy.
According to Grand View Research, industrial automation and maintenance optimization will continue driving equipment upgrades across multiple sectors. According to Statista, global manufacturing digital transformation spending remains on a long-term upward path, supporting wider use of monitored lubrication and maintenance standardization. This trend favors suppliers that can offer not just a replacement pump, but documentation support, customization, and integration insight.
For buyers researching Hydraulic Grease Pump, Hydraulic grease pump kit, hydraulic grease pump manufacturers, or alternatives to Alemite 8700, the key takeaway is clear: model familiarity matters, but lifecycle support matters more. The best sourcing decision balances pressure capability, serviceability, standards alignment, and supplier responsiveness.
If your team is evaluating replacement options, custom hydraulic lubrication components, or broader fluid power requirements involving pumps, valves, motors, or cylinders, a direct discussion with POOCCA can help clarify specifications and shorten the path from inquiry to implementation.
Frequently Asked Questions
How does a hydraulic grease pump work?
A hydraulic grease pump uses pressurized hydraulic fluid as its power source to move grease from a container or reservoir to a delivery point. Inside the unit, hydraulic force drives a reciprocating or piston-based pumping mechanism. Check valves control one-way movement so grease is drawn in and then discharged under pressure. This makes the pump suitable for high-viscosity lubricants and applications where long grease lines or resistance at dispensing points would challenge manual tools. According to NFPA, hydraulic systems are valued for high power density and controllability, which is why they work well in industrial service environments. In real applications, performance depends on hydraulic input pressure in PSI, flow availability in GPM, grease consistency, and system cleanliness. Buyers should also consider connected components such as valves, hose sizes, and fittings, because restrictions can reduce output. When selecting a unit, ask for pressure rating, media compatibility, repair parts availability, and installation guidance. If the application includes mobile equipment or integrated service skids, review SAE-related hydraulic interface requirements as well.
What is the purpose of a grease pump?
The purpose of a grease pump is to move lubricant efficiently and consistently from bulk storage to machine lubrication points, bearings, pins, bushings, or centralized lubrication systems. Compared with manual greasing, a pump improves speed, repeatability, and operator convenience, especially in high-volume service environments. According to Markets and Markets, lubrication system demand is rising partly because companies want to reduce downtime and extend equipment life. A properly selected grease pump helps maintain lubrication intervals, reduce contamination exposure, and support better maintenance discipline. In fleet shops, mines, and industrial plants, this can translate into lower wear rates and better machine availability. The exact pump design depends on power source, grease type, required pressure, and service frequency. Hydraulic grease pumps are especially useful where hydraulic power is already available and robust output is needed. If the pump will be integrated into a larger machine service package, buyers should also evaluate hydraulic pumps, motors, valves, and cylinders in the same ecosystem to ensure stable performance and easier maintenance.
What are three types of hydraulic pumps?
Three common types of hydraulic pumps are gear pumps, vane pumps, and piston pumps. Gear pumps are widely used because they are cost-effective, relatively simple, and suitable for many medium-pressure applications. Vane pumps are valued for smooth flow and lower noise in certain systems. Piston pumps, including axial and radial designs, are often chosen for higher-pressure and variable-displacement applications. According to SAE International, the correct hydraulic pump choice depends on pressure requirement, efficiency target, control strategy, and duty cycle. In a hydraulic grease pump system, the hydraulic power source may come from one of these pump types on the host machine or power unit. That means the grease pump user should understand both the grease transfer device and the upstream hydraulic supply. If the source pump cannot maintain stable pressure or flow, grease output may be inconsistent. For replacement planning, it is useful to confirm PSI, GPM, fluid cleanliness standards, and relief valve settings. Many buyers also prefer suppliers that can support related hydraulic components, not just the grease pump itself.
How much psi should a grease gun have?
The required PSI for a grease gun depends on the application, grease consistency, hose length, coupler condition, and whether the fitting is clean or partially blocked. Manual and powered grease guns often reach very high discharge pressures to force grease through small passages and tight fittings. However, more pressure is not always better. Excess pressure can damage seals, rupture lines, or mask a blockage problem. According to ISO fluid power safety principles, pressure should always be controlled within equipment ratings and application requirements. In industrial lubrication practice, users should focus on delivering the correct volume of grease safely rather than chasing the highest possible pressure figure. For hydraulic grease pumping systems, also separate hydraulic input pressure from grease discharge pressure—these are related but not identical values. The best guideline is to follow equipment manufacturer recommendations, verify hose and fitting ratings, and maintain clean lubrication points. If repeated high-pressure issues occur, inspect the system for blocked fittings, hardened grease, wrong lubricant grade, or damaged valves before assuming the pump itself is undersized.
Where can I find the Hydraulic grease pump model 8700 alemite manual pdf?
Users usually look for a Hydraulic grease pump model 8700 alemite manual pdf when they need installation guidance, exploded parts views, service instructions, or troubleshooting information. The best source is typically the original brand owner or authorized distribution channel. If a direct PDF is not readily available, gather the unit nameplate information, product category, and any visible serial or revision markings before contacting the supplier. According to IBISWorld, after-sales support and documentation availability increasingly influence industrial purchasing decisions, especially for maintenance-critical equipment. If you cannot obtain the original manual, a technical supplier may still help identify functional equivalents by reviewing operating pressure, port type, mounting dimensions, and application details. This can be useful when managing legacy equipment. In many cases, the more important goal is not just finding the exact PDF, but restoring service quickly with the correct parts or replacement pump. Buyers handling older hydraulic grease pumps should also document hose routing, fitting standards, and hydraulic input conditions before disassembly.
How do I source Hydraulic grease pump model 8700 alemite parts or alternatives?
Start by identifying the failed component: seal kit, check valve, piston assembly, hose connection, follower component, or mounting hardware. Then verify whether the original manufacturer still supports the model. If not, compare the pump by function and interface rather than by name alone. According to Grand View Research, industrial buyers are placing greater emphasis on supply continuity and service responsiveness, which is why many teams now qualify alternative suppliers in advance. For parts sourcing, collect photos, dimensions, pressure ratings, thread types, and application details. For a full pump replacement, confirm hydraulic input PSI, source flow in GPM, grease type, outlet pressure requirement, and space constraints. A supplier with broader hydraulic expertise can often match or adapt a replacement solution, especially if the application also involves valves, motors, pumps, or cylinders. This is valuable when the original catalog page lacks technical detail. In B2B settings, the most effective strategy is to work with a manufacturer or factory-direct supplier that can support custom solutions, documentation review, and flexible MOQ for spare parts planning.

