




According to Grand View Research, the global hydraulic equipment market was valued at USD 45.6 billion in 2023, highlighting how critical hydraulic power remains across trucks, service bodies, aerial equipment, towing, waste handling, and utility fleets. For buyers evaluating an electric clutch for hydraulic pump systems, the decision is rarely just about whether a clutch will engage a pump. It is about matching horsepower, PSI, GPM, packaging space, duty cycle, installation cost, and long-term serviceability to the real demands of the vehicle. In many truck-mounted hydraulic setups, a belt-driven pump with an electric clutch can be a practical alternative when a traditional PTO is unavailable, undesirable, or too complex. But it is not the right answer for every build. This guide explains where electric clutch pump systems fit, how they compare with PTO-driven designs, what technical limits matter most, and how buyers can identify the right system size for their application.
Industry Context: Why Electric Clutch Hydraulic Pump Systems Are Gaining Attention
In mobile hydraulics, system designers increasingly need flexible power takeoff options. While PTO systems remain common in vocational trucks, there are many cases where transmission compatibility, packaging restrictions, idle speed performance, or cost constraints push engineers toward alternative hydraulic power strategies. An electric clutch for hydraulic pump assemblies offers one such route: the pump is belt-driven from the engine crankshaft pulley and engaged through an electromagnetic clutch, usually in a 12V configuration for commercial vehicles.
According to MarketsandMarkets, the global hydraulic pumps market is projected to reach USD 12.2 billion by 2028, growing at a 5.1% CAGR. That growth reflects sustained demand in construction, municipal services, agriculture, and truck-mounted equipment—segments where compact, reliable hydraulic power remains essential. According to Statista, the global commercial vehicle market continues to recover with millions of units produced annually, expanding the installed base of trucks that may require auxiliary hydraulic functions such as winches, outriggers, booms, or lift systems.
For these applications, the core appeal of a belt-driven electric clutch pump is straightforward. It can be installed without relying on a PTO opening, it supports engine-compartment packaging in many chassis designs, and it provides on-demand hydraulic power for intermittent duty cycles. This is especially relevant for fleets running light-to-medium hydraulic loads where the required flow may stay under roughly 15 GPM and pressure may range from 1,500 to 3,000 PSI depending on the actuator and valve configuration.
Still, the market often oversimplifies the choice. A clutch pump is not universally “better” than a PTO; it is simply better in certain scenarios. Belt capacity, pulley ratio, clutch torque, thermal load, hose routing, and engine idle behavior all affect whether the system will perform well in the field. For engineers and body builders, the decision should be based on hydraulic horsepower, not just convenience.
This is where a supplier with strong customization capability matters. POOCCA supports buyers looking for hydraulic cylinders, pumps, valves, and motors tailored to mobile equipment requirements, including custom solutions, flexible MOQ, and factory-direct pricing. For OEMs and retrofitters alike, those factors can simplify sourcing and shorten lead times when standard off-the-shelf configurations do not match the application.

Technical Deep Dive: How an Electric Clutch for Hydraulic Pump Works, and Where It Performs Best
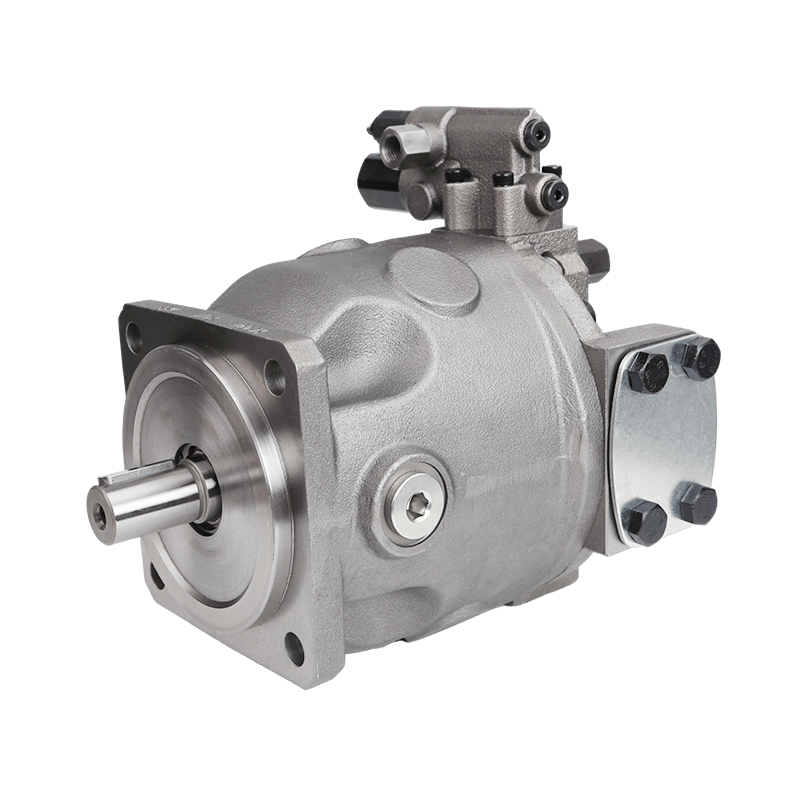
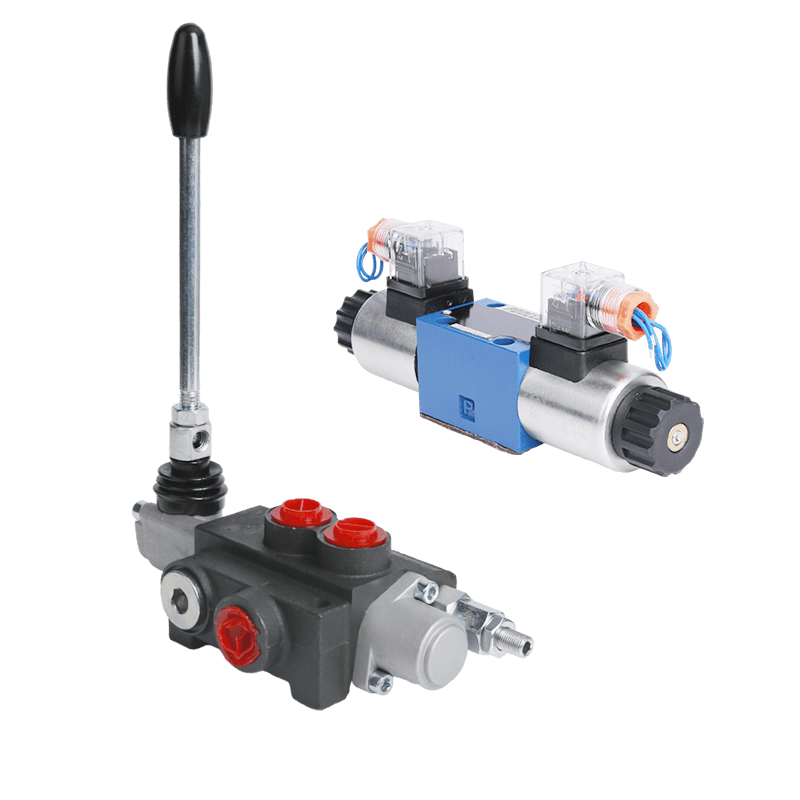
An electric clutch hydraulic pump system generally consists of a hydraulic pump, electromagnetic clutch, pulley arrangement, bracket or mounting kit, reservoir, suction and pressure lines, directional valves, and downstream actuators such as hydraulic cylinders or motors. When the operator activates the system, electrical current energizes the clutch coil, pulling the rotor and armature together so rotational power from the engine belt drive is transmitted to the pump shaft. Once engaged, the pump creates flow in GPM, while system resistance—created by load and valve settings—determines pressure in PSI.
As SAE International explains in its mobile fluid power engineering guidance, “system performance depends on matching component ratings to real operating conditions, not nominal catalog values.” That principle is vital here. Buyers often focus on pump displacement alone, but the real question is whether the belt-and-clutch system can continuously transmit the horsepower required by the hydraulic circuit.
The hydraulic horsepower formula is simple: HP = (PSI × GPM) / 1714. For example, if a truck application needs 10 GPM at 2,500 PSI, the hydraulic horsepower requirement is about 14.6 HP, excluding inefficiencies. With real-world losses in pumps, belts, and clutches, the engine-side power requirement is higher. This is why many belt-driven clutch pump systems are best for moderate-duty applications rather than high-flow continuous-duty functions.
According to the NFPA (National Fluid Power Association), fluid power systems lose measurable efficiency when components are mismatched or undersized, and poor system design can significantly increase heat generation and maintenance costs. According to IBISWorld, the U.S. hydraulic equipment manufacturing sector serves a wide range of end users, but demand is strongest where uptime and component standardization improve fleet economics. In practice, that means choosing the right pump architecture is just as important as selecting the right clutch.
Typical applications for an electric clutch for hydraulic pump setups include wreckers, service trucks, small aerial platforms, dump inserts, lube skids, mobile compressors with hydraulic accessories, and utility bodies where intermittent hydraulic demand is expected. In these environments, a properly sized gear pump may be sufficient, though vane pumps or piston pumps may be considered when lower noise, different efficiency profiles, or more precise flow characteristics are needed.
As ISO technical guidance for hydraulic system design emphasizes, “pressure capability alone does not define system suitability; temperature, contamination control, and duty cycle are equally important.” That statement is especially relevant for belt-driven systems. Overheating often originates not from a single failed component, but from cumulative stress: marginal belt wrap, excessive side load, contaminated oil, poor reservoir sizing, restricted suction lines, or a clutch engaged longer than intended.
When evaluating whether this setup is right for your hydraulic application, review these technical checkpoints:
1. Required flow and pressure: If your system regularly exceeds 15 GPM or operates at high pressure for long periods, a PTO may be more appropriate.
2. Duty cycle: Intermittent use favors clutch pumps; continuous operation may exceed belt and clutch limits.
3. Engine compartment space: Mounting geometry matters. Bracket rigidity and alignment are critical.
4. Electrical system capacity: A 12V electromagnetic clutch must receive stable voltage and proper control protection.
5. Serviceability: Belt replacement, clutch gap inspection, and pump shaft access should be considered before finalizing the design.
For buyers needing application-specific guidance, POOCCA can support system matching across pumps, valves, cylinders, and motors, helping reduce the risk of selecting an oversized or undersized hydraulic package.
Industry Standards and Compliance: ISO, SAE, NFPA, CE, and API Considerations
Any discussion of an electric clutch for hydraulic pump systems should go beyond fitment and output. Compliance and quality assurance directly affect reliability, procurement approval, and export readiness. For OEMs, upfitters, and fleet managers, this means evaluating suppliers against recognized standards rather than relying only on marketing claims.
First, ISO 9001 matters because it verifies that a manufacturer operates within a documented quality management framework. While ISO 9001 certification does not guarantee a product will fit every hydraulic truck application, it does signal process consistency in design control, supplier management, inspection, corrective action, and traceability. That consistency becomes highly valuable when sourcing pumps, hydraulic cylinders, valves, or motors at volume.
Second, component and machine-level compliance may involve CE marking for products entering applicable European markets. CE considerations become important when hydraulic assemblies form part of a broader machine system subject to safety, EMC, or machinery directives. Even if the pump itself is only one subsystem, documentation quality and conformity support can affect project approval timelines.
Third, SAE International standards remain highly relevant in mobile hydraulics, especially for hose performance, fittings, pressure ratings, and recommended engineering practice. A belt-driven hydraulic pump with clutch may appear mechanically simple, but failures often arise at the interfaces: hose routing, vibration loading, pulley misalignment, and coupling stress.
Fourth, the NFPA provides useful fluid power guidance covering system design, contamination control, energy transfer, and safety awareness. According to NFPA education resources, contamination is one of the leading causes of hydraulic component degradation, affecting pumps, directional valves, proportional valves, and motors alike. This is especially relevant in truck applications exposed to dust, weather, vibration, and irregular maintenance intervals.
Fifth, depending on industry and equipment use, some buyers may also reference API standards where hydraulic equipment interfaces with broader oilfield, industrial, or severe-service systems. While API standards may not govern every clutch pump installation, procurement teams in certain sectors use them as part of supplier qualification criteria.
According to Statista, industrial automation and machinery investment has steadily increased across major manufacturing economies, which raises the bar for documentation, product interchangeability, and compliance discipline. In parallel, according to Grand View Research, end users are increasingly prioritizing reliability and lifecycle cost over upfront price alone. That trend favors suppliers who can provide quality documentation, material traceability, and technical support—not just components.
For that reason, many buyers prefer working with suppliers that can align with ISO 9001, support export documentation, and provide custom hydraulic solutions when standard catalog products are not enough. POOCCA is positioned for these requirements with factory-direct pricing, flexible MOQ, and custom support for hydraulic systems used in mobile and industrial applications.
Implementation Guide: How to Size, Compare, and Install the Right Electric Clutch Hydraulic Pump System
The best way to decide whether an electric clutch for hydraulic pump setup is right for you is to walk through a structured implementation process. This avoids one of the most common market mistakes: choosing a pump based on mounting convenience rather than hydraulic demand.
Step 1: Define the work function.
What must the hydraulic system do—lift, rotate, pull, tip, clamp, winch, or extend? Each motion determines whether the key requirement is pressure, flow, or both. Hydraulic cylinders typically demand force first, while hydraulic motors often demand flow and speed control.
Step 2: Calculate the hydraulic load.
Estimate target pressure in PSI and required flow in GPM. If a cylinder function needs moderate force but only occasional movement, a clutch pump may work well. If your application needs sustained high flow or simultaneous multi-function operation, a PTO-driven arrangement may be more suitable.
Step 3: Check available engine-side horsepower.
This is where many “belt driven PTO pump” style searches lead to confusion. Belt-driven systems are not true PTO systems, and their horsepower transfer is usually more limited. According to MarketsandMarkets, efficiency and energy optimization are becoming top design priorities in fluid power systems, which means overspecifying the pump can be just as problematic as underspecifying it. A larger pump may produce more flow, but if the clutch and belt cannot transmit the torque, reliability will suffer.
Step 4: Match the clutch and pump size.
The clutch must handle engagement torque, rotational speed, thermal cycling, and electrical duty. The pump must match shaft loading limits and acceptable RPM. Common buyer searches such as “12V electric clutch hydraulic pump” or “electromagnetic clutch 12V” often focus on voltage, but voltage alone does not validate suitability.
Step 5: Design for reliability.
Use proper suction line sizing, reservoir capacity, return filtration, pressure relief protection, and cooling provisions where required. According to NFPA, good contamination control can dramatically improve hydraulic component life, reducing unplanned downtime and total operating cost. In truck fleets, even a small reliability improvement compounds across multiple service vehicles.
Step 6: Evaluate replacement and maintenance realities.
Can technicians access the clutch, pulley, belt, and pump without major teardown? Can they inspect armature wear, clutch air gap, and bracket integrity during normal service intervals? A theoretically efficient layout can become a poor field solution if maintenance labor is excessive.
Practical examples where this configuration often succeeds include light-duty rollback functions, stabilizer actuation, service cranes with moderate intermittent use, and mobile utility systems where a compact under-hood package is preferred. Applications involving long-duration continuous running, high oil temperature, or repeated full-load hydraulic motor operation may favor a PTO or engine-driven dedicated hydraulic architecture instead.
According to IBISWorld, businesses in equipment-intensive sectors increasingly prioritize suppliers that support uptime, technical consultation, and predictable replenishment. That is why implementation is not only about product choice; it is also about choosing a source that can support future scaling, maintenance, and customization. For buyers who need custom hydraulic packages, POOCCA offers coordinated sourcing across key fluid power components.
Future Outlook: What the Next Generation of Electric Clutch Hydraulic Systems Will Look Like
The future of mobile hydraulics will likely be shaped by three parallel trends: smarter controls, tighter packaging, and broader electrification. That does not mean traditional engine-driven hydraulic systems will disappear. In fact, according to Grand View Research, construction, agricultural, and material handling applications continue to sustain strong demand for high-performance hydraulic systems due to their power density and proven durability.
However, clutch-based hydraulic power systems will continue evolving. Buyers increasingly expect better electromagnetic clutch durability, lower NVH, improved bracket design, and more efficient pump options that reduce parasitic loss. There is also growing interest in hybrid architectures, where electric controls are integrated more tightly with hydraulic operation for safer, more responsive actuation.
According to MarketsandMarkets, smart fluid power integration is becoming more important as OEMs seek higher efficiency, reduced maintenance, and improved machine diagnostics. That creates opportunities for better pressure sensing, clutch engagement control, and application-specific hydraulic tuning. Over time, the market may see more modular packages that combine pump, clutch, valve control, and monitoring into compact assemblies for fleet standardization.
For manufacturers and buyers alike, the key takeaway is clear: an electric clutch for hydraulic pump system is not a niche curiosity. It is a viable, often highly practical solution when matched to the right pressure, flow, and duty cycle envelope. If your vehicle lacks PTO access, packaging space is limited, or your hydraulic demand is moderate and intermittent, this architecture may be the right fit. And if you need help comparing options or building a custom package around pumps, valves, cylinders, and motors, contacting POOCCA is a practical next step.
Frequently Asked Questions
Can you drive with a bad clutch pump?
In many cases, yes, the vehicle may still be drivable if the hydraulic clutch pump system is failing, but the answer depends on how the system is integrated. If the pump is only used for auxiliary hydraulic functions, a failing pump or electric clutch may not stop the truck from moving. However, if the pulley, belt, bearing, or clutch assembly is damaged, continuing to drive can create secondary failures such as belt loss, overheating, accessory drive damage, or bracket breakage. According to NFPA, improper maintenance and component wear are major contributors to fluid power system failures, especially when early symptoms are ignored. If the bad clutch pump produces noise, heat, vibration, fluid leakage, or belt dust, the vehicle should be inspected immediately. In vocational fleets, driving “a little longer” often turns a manageable repair into a larger system failure. The safest approach is to disable hydraulic engagement, inspect the clutch coil and pulley, verify shaft rotation, and check for contamination in the fluid. If the setup powers mission-critical hydraulic cylinders or valves, the vehicle may no longer be safe or productive to operate until repaired.
What are the symptoms of a bad clutch pump?
Common symptoms include the clutch failing to engage, weak hydraulic output, irregular pressure, abnormal pulley noise, overheating, burnt electrical smell, fluid leaks, and visible belt wear. Operators may also notice slower cylinder movement, poor hydraulic motor performance, or a system that works briefly and then fades as heat builds. According to ISO hydraulic design guidance, heat, contamination, and incorrect component matching are among the most common root causes behind declining fluid power performance. In practical terms, if your boom, winch, lift, or stabilizer is moving slower than normal or cannot hold load pressure, the pump may be worn or the clutch may be slipping. Electrical symptoms matter too: low voltage at a 12V clutch can prevent full engagement, increasing slippage and thermal damage. If pressure spikes but flow remains inconsistent, the issue may involve the pump, relief valve, or suction restriction rather than the clutch alone. Because several faults can produce similar symptoms, diagnosis should include checking clutch coil resistance, pulley alignment, belt condition, suction vacuum, oil cleanliness, and actual system PSI/GPM rather than relying on visual inspection alone.
What causes a clutch pump to fail?
Clutch pump failures are usually caused by a combination of mechanical overload, poor alignment, contamination, overheating, electrical issues, and improper sizing. One of the biggest causes is asking a belt-driven pump system to deliver more horsepower than the clutch and belt arrangement can reliably transmit. For example, high PSI combined with high GPM can exceed practical limits, especially during prolonged duty cycles. According to SAE International, drivetrain and accessory reliability depends heavily on alignment, vibration control, and realistic load assumptions. On the hydraulic side, dirty oil can score internal pump components, while restricted suction lines can cause cavitation and aeration. On the electrical side, unstable voltage, poor grounding, damaged wiring, or relay failure can cause incomplete clutch engagement and accelerated wear. Heat is another major factor: a slipping clutch or undersized reservoir raises operating temperature and reduces oil life. Mounting kit issues are also common. A weak bracket or poor geometry can create shaft side loading that damages bearings and seals. In short, most failures are preventable when the system is properly sized, installed, filtered, and maintained.
Is it easy to replace a clutch pump?
Replacement difficulty varies widely. If the truck was designed with service access in mind and uses a straightforward mounting kit, replacing a clutch pump can be relatively manageable for a qualified technician. But if the system is buried in a tight engine compartment, with custom brackets, limited hose access, and pulley alignment constraints, replacement can become time-consuming. According to IBISWorld, maintenance efficiency is a growing concern for fleet operators because labor cost and vehicle downtime materially affect total ownership cost. Replacing the pump often involves more than swapping a part: technicians may need to inspect the clutch, pulley bearings, belt condition, wiring harness, reservoir cleanliness, suction hose integrity, and pressure relief settings. If a pump failed internally, flushing the system is critical to prevent contamination from damaging the replacement unit. It is also wise to verify shaft rotation direction, pump displacement, and mounting offsets before ordering. In many cases, “easy replacement” depends less on the pump itself and more on whether the original system was engineered for maintainability. Buyers specifying new systems should factor future service access into the design phase.
Is a clutch pump right for you in 2022, 2024, or today’s market?
The core answer has not changed much over the last few years: a clutch pump is right for you if your hydraulic application fits within the realistic power envelope of a belt-driven, electromagnetic clutch-engaged system. It is especially attractive when the transmission has no PTO opening, installation space favors under-hood packaging, and the job requires intermittent rather than continuous hydraulic output. According to Grand View Research, demand for compact hydraulic power solutions remains strong across construction, transportation, and utility sectors, reinforcing the need for flexible architectures beyond traditional PTO-only designs. The key is not the calendar year—it is the application profile. If you need modest flow, moderate pressure, reliable on-demand activation, and simplified integration, a clutch pump may be a smart solution. If you need sustained high GPM, long-duration operation, or heavy hydraulic motor loads, a PTO or dedicated drive system may be better. Modern buyers should also look beyond the pump itself and consider quality systems, ISO 9001-backed manufacturing, replacement support, and customization options. That is where supplier capability can make the difference between a workable installation and a dependable fleet standard.
What is the difference between a PTO clutch pump, belt driven hydraulic pump kit, and Muncie-style clutch pump mounting kit options?
These terms are often used interchangeably online, but they refer to different concepts. A traditional PTO pump is driven through the vehicle transmission power takeoff opening. A belt driven hydraulic pump with clutch is driven from the engine accessory or crank pulley through a belt and engaged by an electromagnetic clutch. A mounting kit usually includes brackets, pulleys, hardware, and alignment provisions to install that pump-and-clutch assembly in the engine compartment. Some searches also mention terms like “Ph1 pump,” “Muncie clutch,” or “Muncie clutch pump mounting kit,” which are usually brand- or model-related references rather than universal technical categories. According to MarketsandMarkets, the hydraulic component market is becoming more application-specific, meaning buyers should validate compatibility by horsepower, shaft loading, pressure, flow, and vehicle fitment—not by product name alone. The biggest practical difference is power path: PTO systems generally support heavier-duty hydraulic work, while belt-driven clutch pump kits are often better for compact, intermittent applications. Before buying, confirm the required PSI, GPM, pulley ratio, electrical voltage, engine space, and maintenance access.

